Preventing Air Traps on Pump Suction Lines
One of the most common and least visible causes of pump problems is air trapped on the suction side.
It doesn’t matter how good the pump is.
If air is allowed to collect in the suction manifold or pipework, performance will suffer and failures will follow.
This issue shows up across many applications: water transfer, process pumping, slurry systems, and even simple site setups. And almost always, it traces back to poor suction manifold design or installation.
Why Air on the Suction Side Is Such a Problem
Centrifugal pumps are designed to move liquid, not air.
When air enters or becomes trapped in the suction line:
- The pump loses prime or struggles to prime
- Flow becomes unstable or drops off completely
- The pump can cavitate even when NPSH calculations look fine
- Mechanical seals and bearings are exposed to dry running
- Startup becomes unreliable and inconsistent
In severe cases, the pump may not move any liquid at all.
How Air Traps Are Created in Suction Manifolds
Air traps are rarely intentional. They are usually introduced during pipework design or installation.
Common causes include:
- High points in the suction line
Any section of pipe that rises above the pump suction and then drops back down becomes a natural air pocket. - Incorrect manifold orientation
Suction manifolds installed flat or with horizontal dead ends allow air to collect with no escape path. - Top-entry suction connections
Bringing suction into the top of a pipe or manifold instead of the side or bottom encourages air accumulation. - Reducers installed the wrong way
Concentric reducers on horizontal suction lines can trap air at the top.
Eccentric reducers installed with the flat side down do the same thing. - Poor priming or venting provisions
No air release valve, vent point, or priming port means trapped air has nowhere to go.
Key Principles for Correct Suction Manifold Installation
1. Keep the Suction Line Rising Toward the Pump
The suction pipe should continuously rise toward the pump, never away from it.
This ensures that:
- Air naturally migrates toward the pump casing
- Air can be removed during priming
- No pockets exist where air can sit indefinitely
Even small dips can become problem areas over time.
2. Avoid High Points and Dead Ends
Every fitting on the suction side of a system should be questioned:
- Does this create a high point?
- Does this section of pipe have a dead end?
- Can air escape from here?
If the answer is no, redesign it.
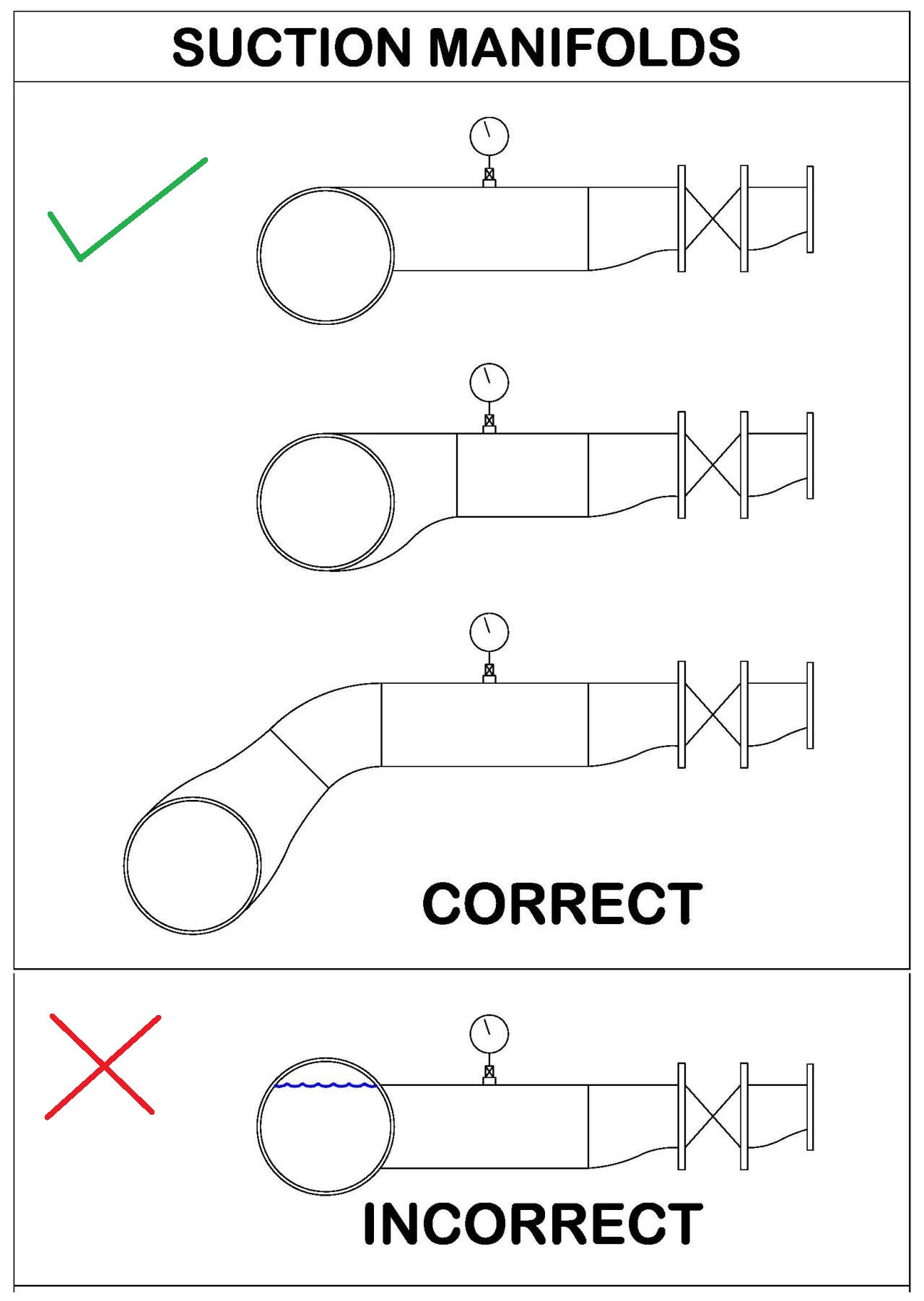
3. Use the Correct Reducers
On horizontal suction lines:
- Eccentric reducers must be installed flat side up
- This prevents air collecting at the top of the reducer
- Concentric reducers should be avoided where possible
This is a small detail that makes a big difference.
4. Manifold Design Must Encourage Air Removal
When multiple suction lines feed a single pump:
- The manifold should slope toward the pump
- Branch connections should enter from the side, not the top
- No section of the manifold should become an air reservoir
If air can sit in the manifold, it eventually will.
5. Provide Proper Venting and Priming Points
Even a well-designed suction line benefits from:
- A manual or automatic air release valve
- A priming port at the highest practical point
- Clear procedures for filling and venting before startup
Priming should be deliberate, not assumed.
The Cost of Getting It Wrong
Incorrect suction installation doesn’t just cause nuisance issues.
It leads to:
- Repeated loss of prime
- Unstable flow and vibration
- Seal failures and bearing damage
- Misdiagnosed “pump problems”
- Unnecessary pump replacements
In many cases, the pump is blamed when the real issue sits a few metres upstream or downstream.
Final Thought
Suction pipework doesn’t forgive shortcuts.
A pump can only perform as well as the liquid supply and if air is allowed to enter or become trapped in the suction manifold, problems are guaranteed.
Correct suction installation is not optional.
It is fundamental to reliable pump operation.