Why Operating Near It Extends Pump Life and Cuts Energy Costs
A centrifugal pump’s Best Efficiency Point (BEP) is the flow rate where it converts input power into hydraulic power most efficiently. Operating close to BEP reduces vibration, shaft and seal loads, and cavitation risk—so bearings, seals, and impellers last longer. It also lowers energy consumption, cutting operating costs over the life of the pump.
What is BEP?
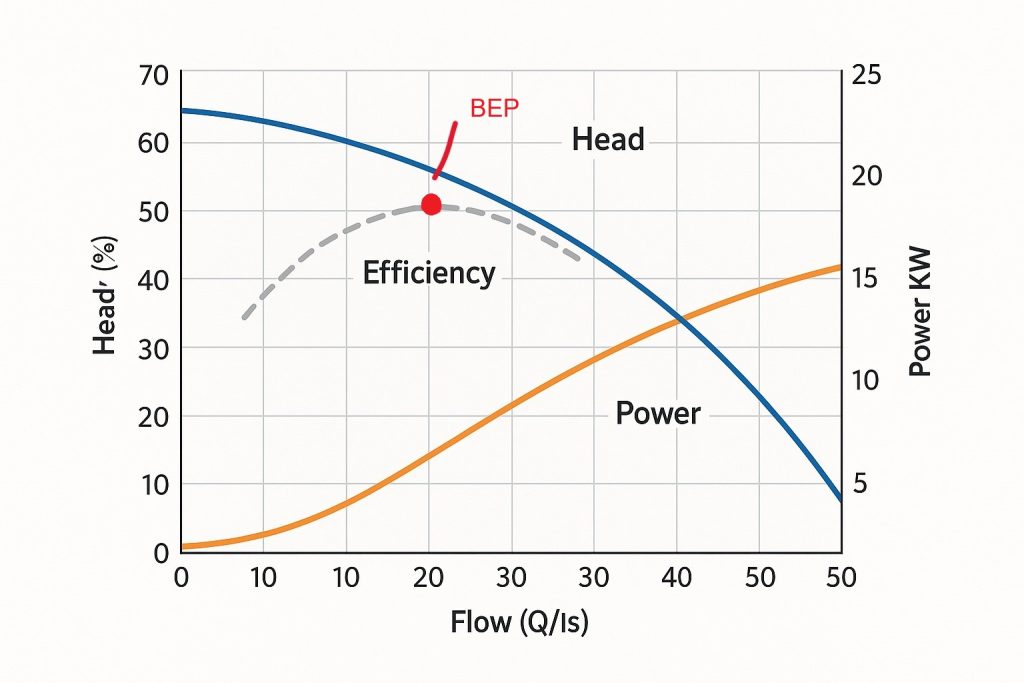
On a pump performance curve, BEP is the point where efficiency is at its peak. Efficiency is defined as:
η = (Hydraulic power out) / (Shaft power in)
At BEP, internal hydraulic forces are best balanced and losses (recirculation, shock, leakage) are minimized.
Why BEP Matters (Reliability + Energy)
1) Lower mechanical stress
- Minimal radial thrust: The sideways load on the shaft and bearings is lowest near BEP, so less shaft deflection and longer bearing and mechanical seal life.
- Reduced vibration/noise: Hydraulics are stable near BEP, so vibration levels drop—protecting bearings, seals, and couplings.
2) Lower cavitation risk
- NPSHr is typically near its minimum at BEP. As you move far left (low flow) or far right (runout) of BEP, recirculation and local pressure drops increase cavitation likelihood, damaging impellers and volutes.
3) Cooler, more stable operation
- Off‑BEP (especially at low flow) pumps churn liquid internally, turning energy into heat, raising casing and seal temperatures and accelerating wear.
4) Real energy savings
- Efficiency is highest at BEP, so kW demand drops for the same duty. Over thousands of hours, small % gains in efficiency make big differences in cost.
Quick Example: The Cost of Missing BEP
Duty: 50 L/s at 40 m
Hydraulic power: ≈ 19.62 kW
- If the pump runs at 68% efficiency (off‑BEP): Shaft power ≈ 28.85 kW
- If tuned to 78% efficiency (near BEP): Shaft power ≈ 25.15 kW
- Savings: ~3.7 kW
Over 4,000 h/year at $0.25/kWh → ≈ $3,700/year saved on one pump—plus reduced maintenance.
Signs You’re Operating Away From BEP
- Unusual vibration or noise
- Seal leaks or short seal life
- Hot bearings or frequent bearing failures
- Cavitation noise/pitting
- Higher than expected motor amps/kW
- Poor/unstable control (hunting flow/pressure)
POR, AOR, and Manufacturer Guidance
Manufacturers (and ANSI/HI standards) define:
- POR (Preferred Operating Region): The “sweet zone” around BEP for best reliability and efficiency.
- AOR (Allowable Operating Region): A wider range that is acceptable with some monitoring or compromises.
Exact ranges depend on pump design (single vs. double volute, specific speed, impeller type). If no data is provided, a conservative rule is to target within ~±10% of BEP flow for long life and best efficiency, and treat larger deviations as temporary or monitored operation.
What Happens as You Move Away From BEP?
| Operating Region | Typical Symptoms | Risks | Energy Impact | Common Fixes |
|---|---|---|---|---|
| Low flow (left of BEP) | Vibration, heat rise, recirculation noise | Cavitation, seal & bearing failures, shaft deflection | kW per m³/h often worse | Open control valve, increase demand, trim/resize, re-rate with VFD, consider bypass (temporary) |
| Near BEP | Smooth, quiet, stable | Lowest wear | Best kW per m³/h | Maintain setpoint, keep it here |
| High flow (right of BEP / runout) | Vibration, lower head than expected | Cavitation at suction, motor overload risk | kW may spike, efficiency drops | Throttle or slow with VFD, system changes (pipe/friction), larger pump (if duty is truly higher) |
How to Operate Closer to BEP (Practical Moves)
During selection
- Match duty point to BEP on the curve (not just “somewhere on the curve”).
- Avoid “oversizing for safety” without analysis—it often lands you far left of BEP in real operation.
In the field
- Use a VFD to dial in speed so the system curve intersects near BEP.
- If consistently throttled, trim the impeller or select a better‑matched model.
- Reduce system losses: Remove unnecessary restrictions, check strainers, and review pipe sizing to move the duty back toward BEP.
- Parallel pumps: Stage on/off to keep each running close to BEP at part‑load conditions.
- Verify the curve: Compare measured head, flow (or differential pressure), and power to the published curve.
Simple BEP‑Centric Control Strategy
- Instrument properly: Suction/discharge pressure, motor power, flow (meter or inferred), vibration.
- Trend against the curve: Regularly compare operating points to the published Q–H–η curves.
- Set targets: Keep the flow setpoint near the pump’s BEP flow when possible.
- Use speed, not throttling, as the primary control where practical.
- Escalate if off‑BEP persists: Consider impeller trim, re‑rating, or a different pump hydraulic.
Common Misconceptions
- “Bigger pump is safer.” Oversizing often forces operation far left of BEP—bad for seals, bearings, and energy bills.
- “I can always throttle it.” Throttling can meet head, but you’ll pay in kW and reliability; speed control is usually better.
- “The duty won’t change.” Seasonal/production shifts are common—verify operating points through the year.
- “Any efficiency gain is small.” Even a few % efficiency improvement pays back fast on 24/7 services.
Checklist: Are We Near BEP?
- We know the pump’s BEP flow from its curve.
- Our actual duty point sits near BEP for most operating hours.
- Motor power aligns with the efficiency expected at that point.
- Vibration and seal/bearing temperatures are stable and low.
- Control achieves setpoints via speed changes more than throttling.
- We review POR/AOR guidance and trend operation accordingly.
Key Takeaway
Design and operate so your pumps spend most of their hours near BEP. You’ll see longer component life, fewer failures, and lower energy costs—often with simple changes like speed control, trimming, or better sizing.